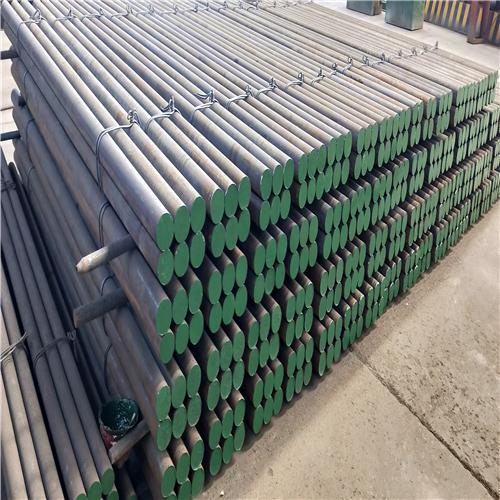
65锰材质的热处理耐磨钢棒广泛应用于煤化工、氧化铝、石英砂、钢渣等领域,其中国内大部分煤化工企业均使用的65锰材质,该材质由于属于弹簧钢系列,圆钢本身性能比较优越,经过淬火830℃±20℃,油冷; 回火540℃±50℃(特殊需要时,±30℃)。临界点温度(近似值)Ac1=726℃,Ac3=765℃,Ar3=741℃,Ar1=689℃,Ms=270℃。正火规范:温度810±10℃,空气冷却。淬火、回火规范:淬火温度830±10℃,油冷却;回火温度540℃±10℃,水、油冷却等复杂的热处理工序后,表面硬度提升3.5-4倍左右,耐磨性与未热处理前相差1.5-2倍左右,由于该材质优异的性能,被广泛用于煤化工行业,该行业内基本使用φ50-75mm,长度5.8-6米内的热处理耐磨钢棒。
煤化工棒磨机式为卧式筒形旋转装置,外沿齿轮传动,两仓。物料由进料装置经入料中空轴螺旋均匀地进入磨机舱内,该仓内有阶梯衬板或波纹衬板,内装不同规格钢棒,筒体转动产生离心力将钢棒带到一定高度后落下,对物料产生重击和研磨作用,完成粉磨作业,粉状物通过卸料箅板排出。不难看出,要想提高棒磨机效率,钢棒的选配是至关重要的。
目前有少部分人在使用钢厂的圆钢作为磨棒来使用,比如45#钢、40Mn、40Cr、65Mn等等,这些材料的材质还是不错的,只是钢厂出厂的只是原材料,圆钢没有经过调质,其硬度很低、韧性比较差、没有解除应力容易断裂、不耐磨(消耗量很大)、容易磨偏(两头尖细等),这些问题严重影响了棒磨机的效益。
那么,什么样的磨棒才真正配得上节能高效的棒磨机呢?
我们可以借助于球磨机钢球来思考这个问题,因为棒磨机是在球磨机基础上发展而来的。大家都知道球磨机钢球最主要的参数有这几个:化学成分、硬度、冲击值等。最主要的这3个指标只要保证了,那么钢球性能一定会很好。磨棒也是一样,首先需要有原材料成分和质量的保障,比如65Mn比45#要强很多,然后是硬度(宏观上讲 越硬的物质耐磨性能就越好),冲击值好可以保证不断裂(磨棒长度比较长,这是一个比较关键的指标,因为断棒将打乱磨棒在磨机里的平行运行轨迹,导致效率急剧下降)。
65锰材质的热处理耐磨钢棒广泛应用于煤化工、氧化铝、石英砂、钢渣等领域,其中国内大部分煤化工企业均使用的65锰材质,该材质由于属于弹簧钢系列,圆钢本身性能比较优越,经过淬火830℃±20℃,油冷; 回火540℃±50℃(特殊需要时,±30℃)。临界点温度(近似值)Ac1=726℃,Ac3=765℃,Ar3=741℃,Ar1=689℃,Ms=270℃。正火规范:温度810±10℃,空气冷却。淬火、回火规范:淬火温度830±10℃,油冷却;回火温度540℃±10℃,水、油冷却等复杂的热处理工序后,表面硬度提升3.5-4倍左右,耐磨性与未热处理前相差1.5-2倍左右,由于该材质优异的性能,被广泛用于煤化工行业,该行业内基本使用φ50-75mm,长度5.8-6米内的热处理耐磨钢棒。
棒磨机钢棒使用专用优质钢和最 的热处置流水线,经过设备操控能够依照客户的需求出产各种硬度等级和机械功能的优质磨棒和其他类型研磨介质,棒磨机钢棒内部安排严密,紧缩性淬透性好,内应力小。新材料做的的磨棒各种功能处于 水平,商品用于大型矿山、石英砂、化工厂、煤浆发电厂、钾长石、硅砂厂等各种棒磨机设备。
早期的热处理耐磨钢棒加工工艺主要依靠燃煤或燃气炉进行加热,然后淬火,这种的热处理为落后的工艺,加工过程为人为控制,及其容易发生断棒完棒弯棒问题,严重者还容易导致磨机衬板的损坏。
目前大多数厂家的加工工艺为:圆钢--加热--淬火--保温--低温(200-400度左右)回火或者不回火,这种工艺的钢棒不能称作为热处理调质钢棒只能称作淬火棒,内部金相组织并未完全改变,虽然全过程为电脑自动化控制,但是淬透层过薄,表面硬度HRC45-55时,HRC40-45高硬度的大约3-5mm左右,5-10mm硬度HRC25-30左右,10-15mm硬度为20左右甚至更低,此工艺的热处理耐磨钢棒虽然比圆钢耐磨,但是使用过程中容易出现钢棒开裂,两端断头,直径50-55mm时易发生弯棒断棒,高硬度矿石破碎时性价比较低,综合使用成本甚至不如使用圆钢更加节省成本。
我公司与钢厂合作,使用的原材料在生产过程中添加秘密配方,利用钢棒之间的碰撞摩擦产生自热,使耐磨钢棒使用过程不断进行淬火提高自身硬度,使产品越用越耐磨越用性价比越高。
山东胜晔磨球有限公司为了解决传统棒磨机耐磨钢棒的调质热处理工艺,于2019年04月20日进行生产线改造,聘请德国热处理专家耗巨资对生产线的整体工艺进行改进,将传统的单滚轮旋转进料改进为双滚轮旋转进料,降低了加热生产过程中直径较细的钢棒出现轻微弯曲的情况,不直度由0.3%控制在0.15%以内,将使用的中频感应电炉全部改为高频电炉与中频电炉混搭使用,高频适用于淬火或焊接,频率高,从外面加热到里面,中频适用于锻造透热用,频率低,从里面往外加热,透热的更均匀,通过调整原电脑控制台中的参数使两者优势互补,内外加热更均匀,加热芯部温度更高,热处理脱碳层5mm左右,淬火工艺由传统的常压喷淋淬火该为更 的高压雾状喷射,淬火液由传统的冷却水改为比热容更高的专用冷却液,淬火工艺完成后保温到一定时间到自然冷却后再次进入电炉进行二次加热淬火,完美的解决了传统工艺的热处理层薄,综合使用成本性价比低的状况,完美的解决了传统工艺棒磨机钢棒的断头、中间开裂等问题,产品的使用耐磨性得到了大幅度的提升!胜晔牌热处理棒磨机钢棒表面硬度HRC50-58时,5mm硬度HRC50-55左右,10-15mm硬度HRC45-53左右,20-25mm硬度为HRC40-45左右,30-45mm硬度为HRC35-40左右,耐磨性能优异,测试本产品时在硅石行业进行测试,使用40cr圆钢用传统的热处理耐磨钢棒加工工艺磨耗0.9-0.95kg/t,使用我山东胜晔磨球有限公司的 生产工艺,同等40cr材质圆钢进行调质热处理,磨耗为0.70-0.75kg/t,效果极为显著。
山东胜晔磨球有限公司详细生产工艺:
原材料的定制生产---光谱仪检测原材料是否合格----金属探伤仪检测钢材内部是否有暗伤-----机械下料-----机械调直机调直--电炉(高、中频)高温加热---全方位通透淬火热处理(高比热容淬火液)---保温-----自然冷却-----二次加温(高、中频电炉)---淬火处理(高比热容淬火液)---电炉恒温回火-----全方位质量检测------性能检测-----破坏性跌落测试-----包装入库
根据客户要求定制不同材质的调质热处理耐磨钢棒,淬火后的硬度应该达到HRC45~60,可根据客户要求硬度定制,可利用多次高温回火技术将硬度将至HRC30-35左右,消除索氏体甚至铁素体组织,达到调质的目的解决断棒现象并提高2-4倍以上的耐磨性能。
一、质量、性能对比:
1、棒磨机热处理钢棒产品使用大型钢厂的特种圆钢为原材料,熔炼过程中加入特有的化学成分,使用过程越磨越耐磨,钢材材质比其他常规圆钢的致密性、压缩比、抗拉强度、屈服强度都得到了提升。保证了钢材的性能和合格率。普通磨棒的采购并非经过严格的过程。
2、热处理耐磨钢棒产品的正常硬度为HRC50-58,普通磨棒的硬度为HRC15-22,从硬度指标和使用后的情况对比,相同材质的胜晔磨棒的使用周期(寿命)比普通棒提高了140%-160%。
3、直线度通过机械调直机的处理,保证了不直度小于千分之一点五的比例。普通磨棒的不直度一般在千分之十到千分之三十,传统热处理钢棒不直度一般为千分之三。
4、断棒率一般小于百分之一。普通磨棒的断棒率较大(不确定),传统工艺热处理钢棒易出现断头与开裂的情况,且磨损至直径小于55mm时易出现弯曲断棒的情况。
5、高温淬火生产过程和中温回火过程改变了介质的组织结构,使磨棒金相变的更加致密,更加耐磨。冲击韧性也得到了提高。普通磨棒质量没有任何改变,传统工艺耐磨钢棒金相组织改变并不彻底。
二、使用效果、费用对比:
1、棒磨机钢棒耐磨程度高,比普通棒减少了20%的停机加棒时间,提高了20%了的产量,降低了40%左右的过铁量。同时降低了工人劳动强度。
2、棒磨机耐磨钢棒良好的直线度保证了所研磨物料的精度和细度。
3、调质热处理耐磨钢棒良好的冲击韧性保证了不轻易断棒,减少了事故和停机时间。
4、棒磨机钢棒产品两端经过特殊处理保证了两端不被轻易磨尖磨细,磨细的端头容易弯曲和断裂。因此普通磨棒不能克服这一缺陷。
5、通过用户的综合情况对比使用胜晔磨棒产品能比普通磨棒节省35%-40%的费用。